Application: High-Temperature Inert Gas
Application Description:
Moisture measurement of a high temperature gas is often achieved through the use of aluminum oxide moisture sensors. However, care must be taken to ensure that the temperature of the gas is reduced to a level cooler than the maximum allowable temperature of the sensor. The general rule is to not exceed a temperature of +50°C. The specification for most aluminum oxide moisture sensors is +60°C, which allows a 10°C safety margin. Fortunately, most gases dissipate heat very quickly. By including a cooling coil upstream of the sensor/transmitter, as part of a sample conditioning system, this is easily accomplished. The cooling coil is normally nothing more than a 5-foot piece of ¼” stainless steel tubing coiled into a spiral (i.e. spiral diameter 1.5 to 3.0 inches), which will dissipate more than 50°C of heat at 2 SCFH flow, assuming the ambient is around 25° C.
Factors to Consider Effecting the Moisture Measurement:
Because dew/frost point is a function of the system pressure, the dew/frost point is commonly measured at one of two convenient pressure levels: process pressure or atmospheric pressure. For a given moisture content, the higher the pressure, the higher (wetter) the dew/frost point. The factors normally used to assist with this decision are usually either that the dew/frost point at line/process pressure is required, so the dew/frost point measurement is accurate for the process line conditions, or the gas is allowed to expand (normally over a needle valve) to atmospheric pressure, allowing for dew/frost point readings that are always relative to atmospheric pressure. Also, atmospheric pressure dew/frost point allows for easier conversion to a parts per million (PPMv) measurement because the pressure never varies from atmospheric pressure. The PPMv calculation will always be based on atmospheric pressure.
In either measurement, when cooling the gas as it goes through the cooling coil, it is very important that it does not cool past its dew/frost point. In most high temperature applications, the moisture level (i.e. dew points) are also high, so cooling the gas to an acceptable level for an aluminum oxide sensor may not be possible without the gas condensing moisture. If that is the situation for a given process, aluminum oxide is not the correct technology to use. A possible alternative is a heated chilled-mirror hygrometer
Potential Sample Systems depending on the conditions of the process gas line:
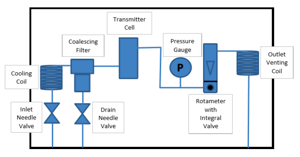
A. Particulates/No entrained liquids: Typical Sample System
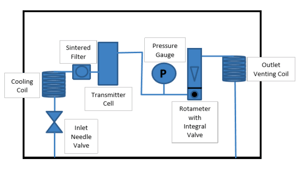
B. Entrained Liquids/Particulates: Typical Sample System